Dezvoltarea de produse mobile de coajă trebuie să treacă prin procesul de proiectare a structurii produselor, dezvoltarea mucegaiului și proiectarea, producția de injectare, imprimare spray și așa mai departe. Fiecare legătură va afecta aspectul învelişului de telefon mobil. LTD. are unele sugestii cu privire la ce probleme trebuie să fie acordate atenție în timpul procesului de injecție modelare de injecție a mucegai telefon mobile s. Sperăm că acestea vă pot fi de ajutor.
1. Proiectarea mucegai de injecție a telefoanei mobile
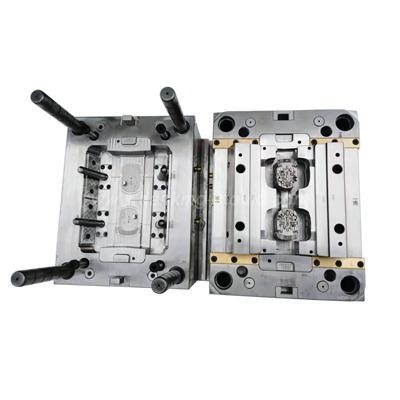
LADesign mucegai injecțieA învelișului telefonic mobil trebuie să țină seama de structura și asamblarea produsului. În plus, în procesul de fabricație trebuie luate în considerare ejecția produsului și dispozitivul său de navigație și distribuția intrării de lipici. Următorul introduce pe scurt punctele de atenție de proiectare ale produsului coaste, cârlige și găuri de nuci.
2.Proiectul injecție mucegai de Rib a carcasei de telefon mobile
Când se utilizează PC sau ABS, grosimea coastei nu este mai mare de 0,6 ori grosimea carcasei telefonului în sine. Raportul de aspect nu poate depăși de 3-5 ori din grosimea proprie.
Unghiul de proiect al mucegaiului telefon mobil este de aproximativ 0,5 până la 1,0 grade.
Spaţiul dintre cele două coaste este mai mult de 3 ori grosimea peretelui.
3. Proiectarea injecţiei mucegai de injectare a telefonului mobil
Specificaţia cardului de intrare a cârligului este de obicei 0,5 mm până la 0,8 mm.
Cârligul se deplasează în jos 0.2 mm de suprafața de despărțire, ceea ce este benefic pentru prelucrarea mucegaiului telefon mobil.
Suprafaţa oclui a cârligului şi slotul de cărţi are un gol de 0.05mm pentru repararea uşoară a mucegaiului în viitor.
Un spațiu de 0,3 mm este rezervat în partea de sus a slotului din partea de jos a cârligului ca un spațiu rezistent pentru deformare de cârlig.
Celelalte suprafeţe de împerechere trebuie să lase un decalaj de 0,1 - 0,2 mm.
Punctul de ghid oblic al cârligului trebuie să lase un aranjament de 6-8 mm.
Vârful cârligului are un arc de 0,1 mm pentru demontare şi asamblare uşoară.
Un draft de 2 grade poate fi lăsat la suprafețele de împerechere ale cârligelor ca unghi de demontare.
Unghiul de ghid R în partea de jos a slotului îmbunătățește rezistența compresivei, astfel, unghiul de înclinare al zonei cu diferite grosime a cărnii este utilizat ca suprafață de conversie.
4. Telefon mobil mobil mucegai plastic injectare injectare proces de producție de producție
Scoicile de telefon mobil sunt de obicei modelate din PC sau PC ABS materiale. Datorită fluidității slabe a PC, procesul folosește de obicei temperatura ridicată a mucegaiului și temperatura ridicată de material pentru a umple; Poarta folosită este de obicei o poartă punct. Când se umple, este necesară utilizarea formării de injecție pentru a găsi poziția poartă și V-P (presiunea de ținere a injecției) schimbarea poziţiei, ceea ce va fi de mare ajutor în rezolvarea anomaliilor, cum ar fi urmele de gaze şi flash.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어





 Sună-ne.:
Sună-ne.:  Emaie- la:
Emaie- la:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.