Numele complet ABS Acrilonitril Butadien Styren, cu proprietăți fizice și mecanice excelente, excelenta rezistenta la impact la temperaturi joase. Stabilitate dimensională. Proprietățile electrice, rezistența la uzură, proprietățile anti-chimice, vopsirea, prelucrarea produselor finite și prelucrarea mecanică sunt bune. Rășinile ABS sunt rezistente la apă, anorganice, alcalice și acide rezistente, insolubile în majoritatea solvenților alcool și hidrocarburi, dar se dizolvă în aldehide, cetone, esteri și anumite cloracarboni. Temperatura de deformare termică a rășinii ABS este combustibil scăzut, rezistența la vreme este slabă.
Temperatura de topire este între 217 şi 237 de grade C, iar temperatura de descompunere termică este de peste 250 de grade.
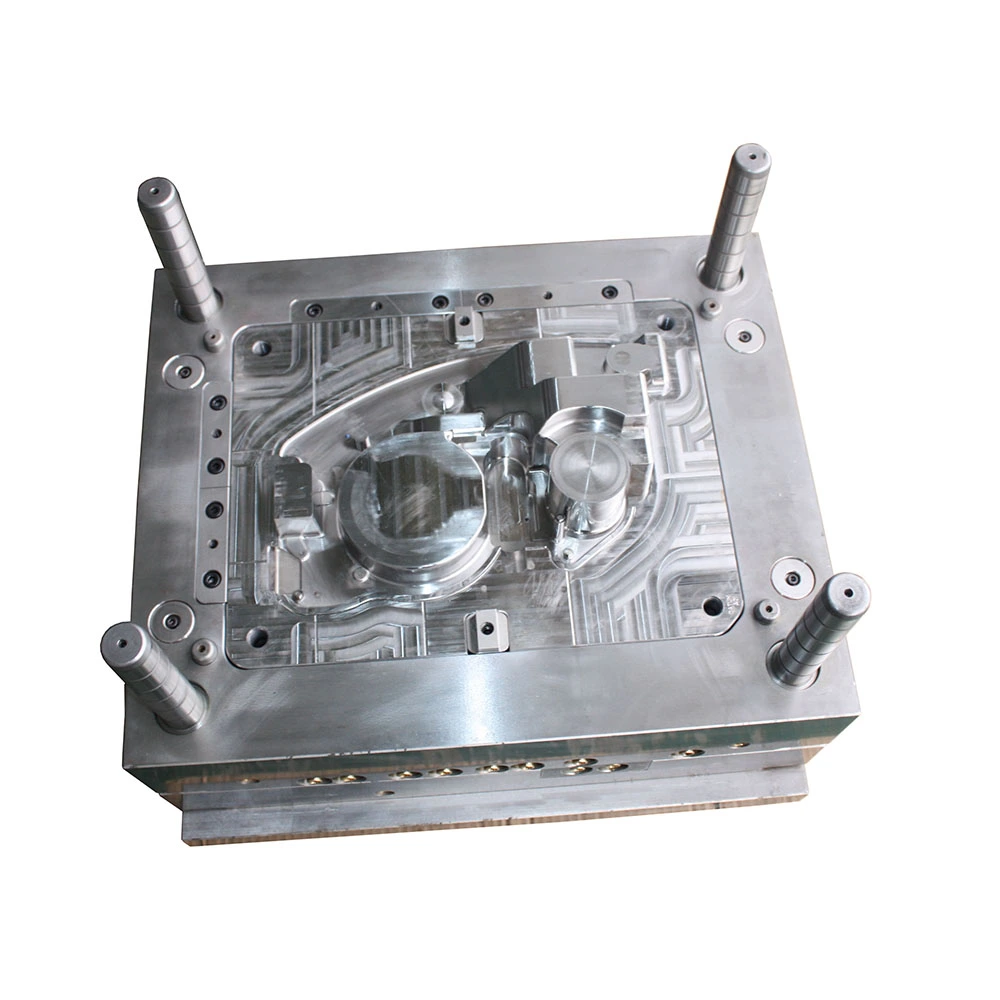
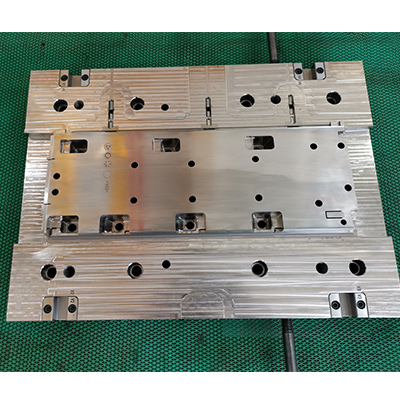
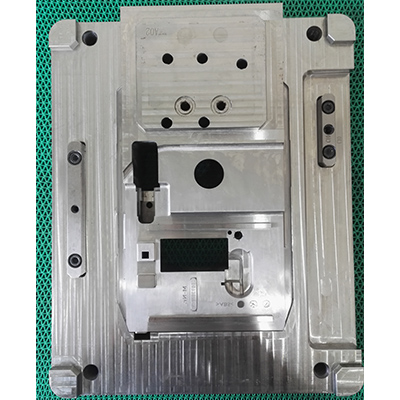
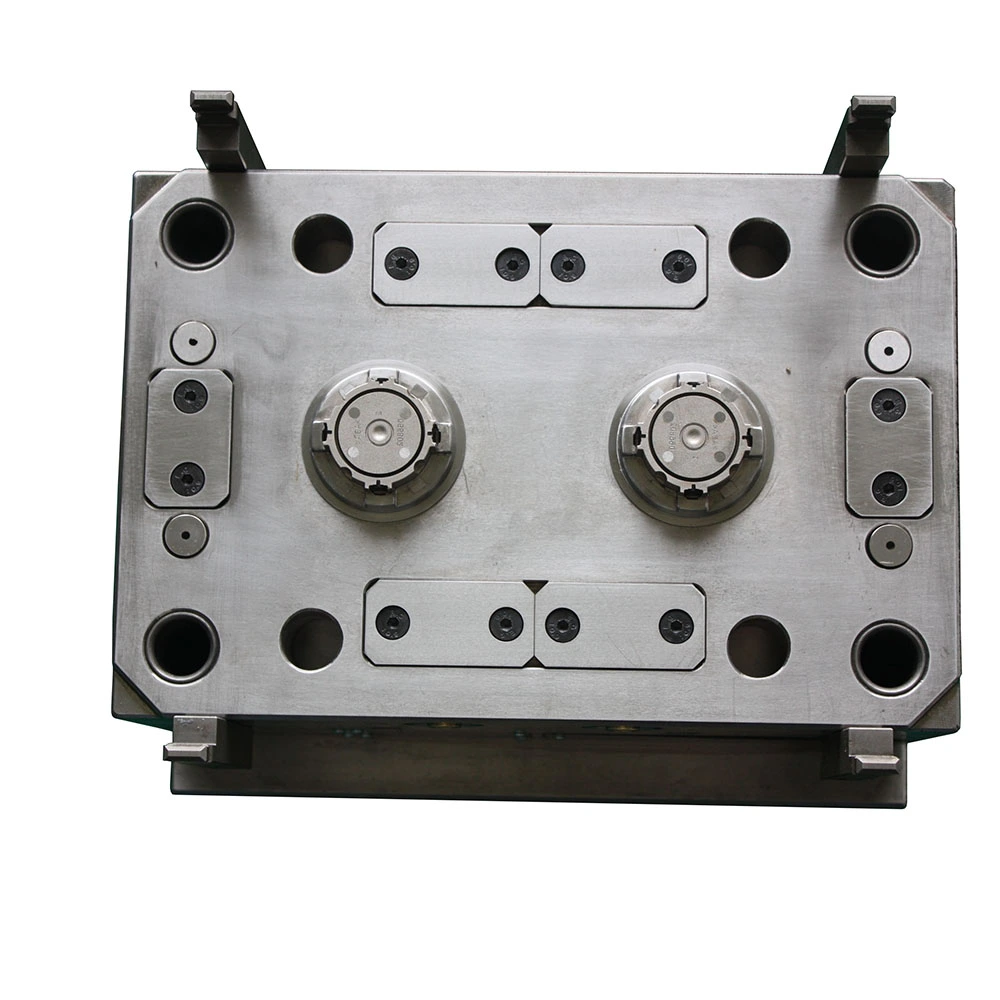
Pentru părți din plastic ABS, HanKing va face bun model de mucegai de injecție din plastic din grosimea peretelui, unghiul de draft, ventilare, sistem ejector, echilibru şi bun alergător.
Răşina ABS pentru injecţie este cea mai mare parte uşoară fildeş sau porţelan granule alb opac, cu excepţia gradului speciale sau rășină de colorat. Absorbția de apă a rășinii nu este foarte mare, de exemplu, atunci când valoarea permisă de prelucrare este sub 0,1 - 0,2%; procesul de modelare poate fi efectuat fără uscare, în timp ce ambalajul este strâns, depozitarea este adecvată; și cerințele de produs nu sunt prea ridicate. Cu toate acestea, dacă conținutul de umiditate al granulelor depășește valoarea specificată, acesta trebuie uscat înainte de modelarea injectării. În cazul în care există cerințe ridicate pentru granule sau produse speciale de calitate (cum ar fi electroplating), acesta trebuie uscat înainte de procesul de modelare.
Pentru a face ABS să umple toate părțile cavității cât mai curând posibil, diametrul canalului de rulare trebuie să fie cel puțin 5 mm; grosimea porţii trebuie să fie mai mult de 30% din grosimea părţii din plastic, iar partea dreptă (Se referă la cavitatea care trebuie introdusă) lungimea este de aproximativ 1 mm. Poziția poartă trebuie determinată în funcție de cerințele produsului și de direcția debitului. Pentru produsele care trebuie electroplatate, poarta nu este permisă să fie pe suprafața de acoperire.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어








 Sună-ne.:
Sună-ne.:  Emaie- la:
Emaie- la:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.