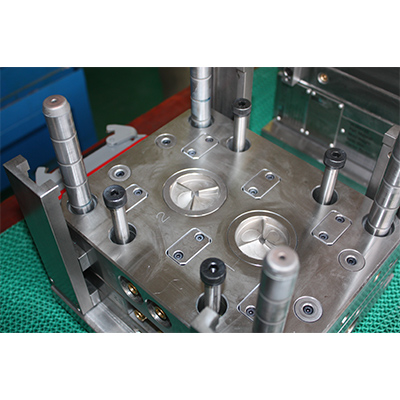
3 placă mucegai se numește, de asemenea, pinpoint Gate mucegai.
Există două suprafeţe de despărţire pentru a împărţi mucegaiul în trei părţi. În comparaţie cu cele două mucegaiuri de plăci, se adaugă placa de poartă a trei mucegai. Este potrivit pentru matriţele care nu permit semnele de porţi în jurul produsului. Acest tip de mucegai foloseşte o poartă ascuţită, deci se numeşte mucegai de poartă.
Procesul de mișcare 3
Procesul de deschidere a mucegaiului: mucegaiul de trei placi are două procese de despărțire, primul dintre placa de decuplare și placa de cavity, şi a doua oară între placa de cavităţi şi placa de miez. Când partea de miez este trasă de mașina de modelare a injecției, deoarece plăcuța A și B sunt echipate cu o încuietoare; și nu există nicio legătură sau obstrucție între plăcuța de decuplare și plăcuța A (în majoritatea cazurilor, tija de tracțiune este, de asemenea, echipată cu un arc) În acest moment, Plăcuța de decuplare este mai întâi separată de placa cavității prin forța de tragere; şi plăcuţa de cavităţi se mişcă înapoi cu placa de miez. Atunci când se deplasează la distanța setat, este blocat de blocul limitat tijei de tracțiune, pentru că plăcuţa A continuă să se mişte cu maşina de injectare. Prin urmare, tija de tracțiune este de asemenea condus, și tija de tracțiune conduce plăcuța de dezbatere pentru a se deplasa la următoarea distanță set și apoi tija de tracțiune și placa cavitate oprește mo Du-te.
Masina de injecţie continuă să se deplaseze înapoi, pe măsură ce forţa de tragere continuă să crească, depășind forța de blocare a închiderii, plăcuța A este separată de plăcuța B; și se oprește atunci când distanța setat este atinsă.
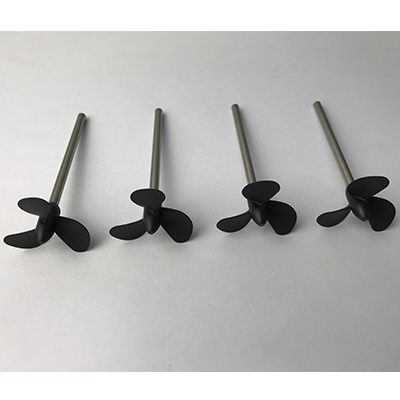
Placa ejector conduce mecanismul de ejectare (pinul ejector, tija de ejector, și ridicator) pentru a începe mișcarea de ejecție, și produsul finit este ejectat (educat automat sau eliminat de robot).
Proces de prindere - Când există un mecanism de retragere pe plăci ejector, plăcuța de ejector este trasă forțat înapoi de mașina de modelare a injecției înainte de prindere.
Sub împingerea mașinii de injecție, miezul se deplasează înainte la partea cavității, în cazul în care plăcuța de ejector nu este retrasă înapoi în avans, pinul de returnare contactează mai întâi plăcuța de cavitație. Sub forța de reacție, plăcuța de ejector este returnată de pinul de returnare.
Placa B este apăsată pe plăcuţa A şi pe placa de dezbrăcat şi în final complet strânsă. Duza de pe mașina de injecție este echipată îndeaproape cu duza de pe mucegai; şi începe următorul ciclu de modelare a injecţiei.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어


 Cererea
Cererea 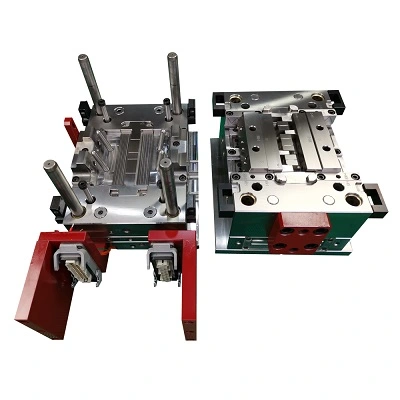






 Sună-ne.:
Sună-ne.:  Emaie- la:
Emaie- la:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.