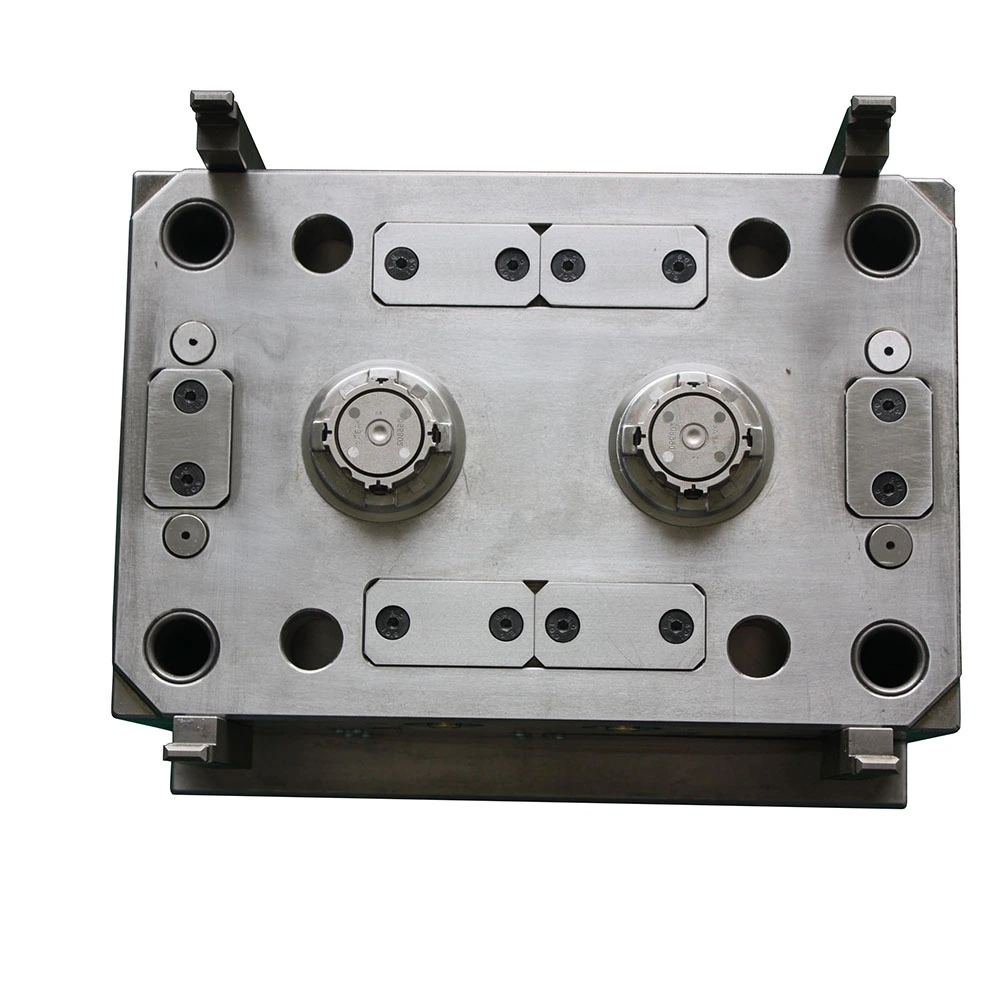
Pentru piese din plastic ABS, HanKing va face bun model de mucegai injecție de plastic din grosimea peretelui, unghiul de draft, ventilare, sistem de ejector, echilibru şi un bun alergător.
Proiectare pentru ABS
1. Grosimea peretelui produsului:
Grosimea peretelui produsului este legată de lungimea debitului de topire, eficiența producției și cerințele de utilizare. Raportul dintre lungimea maximă de debit a ABS și grosimea peretelui produsului este de aproximativ 190:1. Această valoare va varia în funcție de grad. Prin urmare, grosimea peretelui produsului ABS nu trebuie să fie prea subțire. Pentru produsele au cerințe de electroplatare, grosimea peretelui trebuie să fie uşor mai groasă pentru a mări aderenţa acoperirii la suprafaţa articolului. În acest scop, grosimea peretelui produsului este de preferat între 1,5 și 4,5 mm.
Când luăm în considerare grosimea peretelui produsului, ar trebui să acordăm atenţie uniformităţii grosimii peretelui, nu face mare diferență grosimea peretelui. Pentru ca produsele să fie electroplatate, suprafața ar trebui să fie plată fără inegalitate, deoarece aceste părți sunt dificil de îndepărtat din cauza electricității statice, care este greu de îndepărtat. Accelerarea acoperirii se deteriorează. În plus, prezența colțurilor ascuțite trebuie evitată pentru a preveni concentrarea de stres. Prin urmare, este recomandabil să se folosească arcuri pentru tranziții, cum ar fi colțuri și articulații groase.
2. Unghi Dafter:
Unghiul de proiect al produsului este direct legat de rata de reducere. Datorită diferitelor grade, diferitelor forme ale produsului şi diferitele condiţii de modelare, rata de micşorare modelare are o anumită diferenţă, în general 0.3~0,6%, uneori Acesta este 0.4~0,8%, astfel încât precizia de mărimea produsului este ridicată. Pentru produsul ABS, unghiul de unghi este considerat după cum urmează: porțiunea de bază este de 31° în direcția demoldării; şi porţiunea cavităţii este luată 4 (/1° 20' în direcţia de dezbrăcat. În cazul produselor cu forme sau litere și modele complexe, unghiul de proiect ar trebui să fie mărit în mod corespunzător.
3. Ejection:
Deoarece finisaj de suprafață produse are o mare influență asupra performanței de electroplating, orice zgârietură ușoară pe suprafață va fi aparent expusă după electroplatare, astfel încât nu este permisă nicio deteriorare pe cavități. Este necesară, de asemenea, o zonă mare eficientă de ejecție, bună sincronizare a pini de ejector multiple în procesul de ejecție, şi forţa de ejecţie uniformă.
4. Ventilare:
Pentru a preveni apariția de ventilație slabă în procesul de umplere, cauza arderea de topire, linia de cusătură evidentă și alte probleme, este necesar să se deschidă o gaură de ventilație sau o cantitate de ventilație în care adâncimea nu este mai mare de 0,04 mm, astfel încât gazul poate fi epuizat.

 English
English Deutsch
Deutsch italiano
italiano русский
русский français
français română
română العربية
العربية Español
Español Polska
Polska 日本語
日本語 한국어
한국어
 Cererea
Cererea 





 Sună-ne.:
Sună-ne.:  Emaie- la:
Emaie- la:  No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.
No 4, BeiQu Road, ChenCun village, Humen town, Dongguan City, Guangdong Province, China.